- 新聞中心



- 聯系我們
服務熱線:18123921781
座機號碼:0769-81775159
大客戶專線:18123921781
聯系人:姜小姐
郵箱:lt091@litai7.com
地址:東莞市塘廈鎮鹿苑路109號天倫科技園第E棟
外圓切削刀具受力分析與研究
本文由明輝刀具發布于:2019-04-15 轉載請出自原文
對于切削加工,刀具的整體結構、幾何形狀以及切削刃材料都會直接影響切削生產效率、刀具使用壽命和工件加工質量。
因此,對切削過程中的刀具受力及變形進行有效分析,不僅有利于在加工過程中合理選擇刀具,而且為刀具的幾何角度進行有效的優化,提高刀具使用壽命提供理論依據。
以往很多學者對切削加工的研究注重于通過對金屬切削過程中工件剪切區的形成過程、應力和應變場的變化過程的分析,得出刀具本身在切削過程中所受接觸載荷的分布情況,從而決定刀具結構形態的好壞。
很少對刀具本身建立系統的分析,分析缺乏準確性和說服力。本文針對上述問題,對刀具本身結構形態參數進行了一系列理論分析及仿真實驗,為更多相關研究提供有力理論依據。
1 、刀具體外圓切削形變及應力分析
1.1 刀具受力計算
切削過程中,可由單位切削力與切削面積求得主切削力,計算如式( 1) :

1.2 刀具變形分析
在切削過程中,將刀具視為整體,刀具夾持部分視為固定端,受力主要以主切削力為主,則刀具受力模型如懸臂梁,受力分析如圖 1 所示。
圖中: F 是主切削力 FZ,L 是懸臂梁總伸出長度,x 是刀具距離固定端長度,正方向如方向圖標所示,w為撓度,即刀具的變形長度,正方向如圖標所示,根據刀具受力模型分析,可得出彎矩方程。

根據刀具的材料和幾何尺寸,建立 ANSYS 刀具有限元實體模型。本文選擇硬質合金刀具,彈性模量 EX 為 2.1e12,泊松比 PRXY為 0.3,采用 Solid185 單元類型構造三維固體結構,單元通過 8 個節點來定義,每個節點有 3 個沿著 xyz 方向平移的自由度,且單元具有超彈性,大變形和大應變能力,計算精度較高。
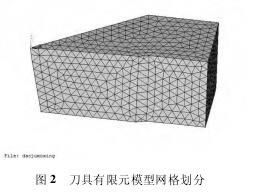
將刀具劃分為2001 個節點、9344 個單元,如圖 2 所示。得 到切削過程中刀具內部變形區域應力及變形分布,如圖 3 所示,圖 3 給出的是在刀具尖端楔角為 30°、35°、40°、45°時模擬得 到的不同刀具行程下的等效應力分布圖及較大位移變形圖,而尖端楔角與刀具前角、后角之和為 90°。
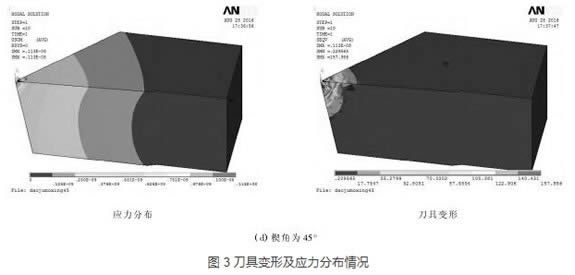
圖 3( a) 是刀具楔角為 30°時的內部應力分布及位移變形圖,較大的應力為 σmax= 228.217Pa,較大位移量為 smax= 0.00000149mm。圖 3( b) ~ ( d) 分別是刀具楔角為 35°40°、45°時的內部應力分布及位移變形圖。較大 應 力 分 別 為 157. 956Pa 和 203. 801Pa 之 間 變 化,較大 變 形 位 移 量 分 別 為 為 0. 00000142mm、0. 00000122mm 和 0.00000113mm。
從圖中分析得到,進入到穩定的切削過程中,刀具的楔角在一定范圍內增大,則所受的應力減小,相對變形減小,刀具磨損也會減小,仿真結果與計算結果也較為符合。
1.4 試驗驗證
為了進一步驗證理論分析和仿真結果,進行了對比試驗,以硬質合金刀具對細長軸的外圓切削為例,切削材料為鑄鐵,材料軸徑為 12mm,長 20mm。實驗數據采集系統由應變測試模塊、無線數據傳輸模塊、接收模塊和上位機 4 個部分組成。
由于刀具外力主要是切削力,故刀具上下面拉伸變形相對明顯,所以將應變片貼在刀具下表面,刀具懸出長度為 60mm,綜合考慮將應變片貼在距離刀尖位置 37mm 處,實驗環境及實驗結果如圖 4 所示。
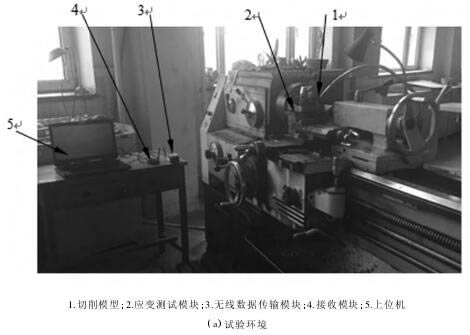
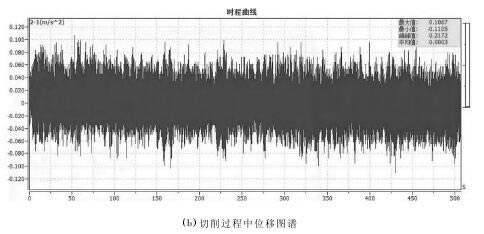
圖 4 切削試驗對比分析
由圖 4 ( b) 可知,在應變片處位移相對穩定,變形平均值為 0. 0000003mm,根據撓度公式可知當 x =37mm 處,刀具變形值為 0. 00000016mm,同時實驗結果與仿真結果也大致相同。
2 、結語
通過對硬質合金刀具切削外圓的有限元靜力理論分析及實驗分析,得到了硬質合金刀具在外圓切削過程中刀具內應力與變形的變化情況,確定了外圓切削過程中刀具受力及變形的較大值。由對刀具受力理論分析及實驗分析可知,在硬質合金刀具進行細長軸外圓切削時,刀尖楔角在 40°至 45°范圍內,受力及變形情況較佳,前角與后角之和為 45°左右為合理值,這為進一步進行細長軸切削刀具幾何角度優化的相關研究設計奠定了理論基礎。

